
手机:18914239090
网址:www.jksjx.cn
地址:无锡市新吴区坊前锡贤路81号

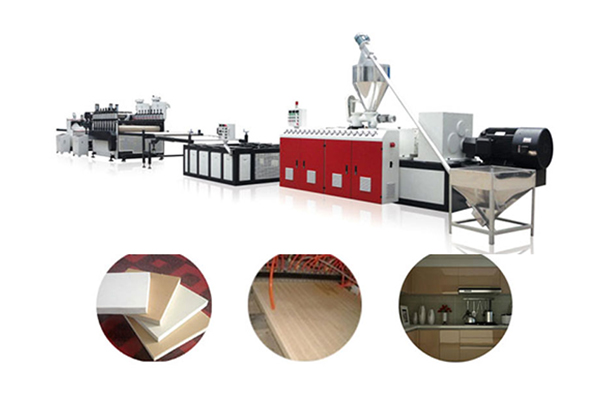
设备成本低,制造容易,投资少,见效快,占地面积小,生产环境清洁。墙板生产线可实现连续化、自动化生产。生产操作简单,工艺控制容易,生产效率高,产品质量稳定。可以根据产品的不同要求,改变产品的断面形状。推荐墙板生产线该工艺能制造管材、板材、型材、薄膜、片材、棒材、单丝等。生产的连续操作,特别适合生产较长尺寸的制品。其生产率的提高比其他成型方法快。应用范围广。只要改变螺杆和辅机,就能适用于多种塑料和多种工艺过程。可以进行综合性生产。挤出机与压延机配合,可以压延薄膜;挤出机与压机配合,可以生产各种压制制件。可见,挤出成型在塑料加工中占有相当重要的地位,并且伴随着塑料工业的迅速发展,还将具有更广泛的应用前景。

建筑排水用硬聚氯乙烯管材 GB/T5836.1-92;建筑排水用硬聚氯乙烯管件 GB/T5836.2-92;给水用硬聚氯乙烯管材 GB/T10002.1-96。墙板生产线给水用硬聚氯乙烯管件 GB/T10002.2-88;化工用硬聚氯乙烯(PVC-U)管材 GB/T4219-1996;化工用硬聚氯乙烯管件 GB4220-84;医用软聚氯乙烯管材 GB10010-88;埋地排污、废水用硬聚氯乙烯(PVC-U)管材 GB/T10002.3-88;硬聚氯乙烯(PVC)管材纵向回缩率的测定 GB/T6671.1-86;硬聚氯乙烯(PVC-U)管件坠落试验方法 GB/T8801-88;硬聚氯乙烯(PVC-U)管材及管件 维卡软化温度测试方法 GB/T8802-88。推荐墙板生产线注塑硬聚氯乙烯(PVC-U)管件 热烘箱试验方法 GB/T8803-88;化工用硬聚氯乙烯管材的腐蚀度试验方法 GB4218-84;硬聚氯乙烯(PVC-U)饮水管材和管件 铅、锡、镉、汞的萃取方法及允许值 GB/T9644-88。

PVC塑料板材生产线开机预热:这是开机之前使模具受热动作,需预热要合模加热。墙板生产线合模:开合模行程的合理调整,有利于提高产品脱模及产品入料效果。PVC塑料板材生产线预热:蒸汽进入固移模内,对模具进行预热,使模具得到预热的同时,将存留期间的冷凝水与冷空气排出。作用:提高模具温度,加强产品表观熔结度。穿透加热:提高制品芯部、内部熔结性。穿透加热耗、浪费蒸汽较严重。深圳墙板生产线双方加热:进一步增强加热效果,提高产品表面质量。回温(保温):所有阀关闭,充分利用模具的余热,使产品进行保温加热。有利于产品表面熔结性,能较好节约能源(蒸汽)。真空冷却:真空阀打开,真空泵抽真空。使模具和制品内的余热与水分全部排空,抽掉部分发泡剂,避免产品发胀。使模内形成负压,有利于产品进行脱模。
塑料挤出机挤出过程中的剪切摩擦热(内热):在挤出过程中,塑料粒子的形态因强烈的挤出压力作用而变形所产生的热量,塑料粒子之间及粒子与机筒和螺杆之间因摩擦而产生的热量。推荐墙板生产线在加温过程中的温升惯性,在加热升温过程中,不论哪种加热方式,停止加热,因为温升惯性,温度会继续上升,这时需要观看温控仪表的控制参数、精度等。深圳墙板生产线塑料挤出过程中的剪切摩擦热(内热),所产生的内热使加工温度不断上升,破坏了物料的特性,造成物料成为废品。



