
手机:18914239090
网址:www.jksjx.cn
地址:无锡市新吴区坊前锡贤路81号
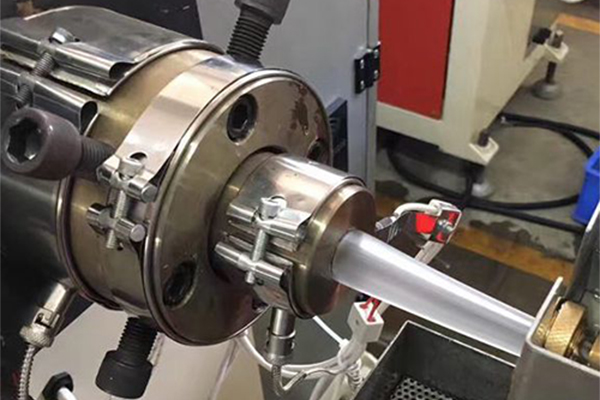
螺杆的冷却螺杆冷却的作用是消除摩擦过热,稳定挤出压力,促使塑料搅拌均匀,提高塑化质量。但其使用必须适当,尤其不能过甚,否则机筒内塑料熔体骤然冷却,会导致严重事故的发生。而螺杆冷却在挤出前是禁止使用的,否则也会酿成严重的设备事故。挤出生产线机身的冷却机身冷却的作用是增加机筒散热,以此克服摩擦过热形成的升温,因为这一温升在挤出过程中,甚至在切断加热电源后也不能停止,从而使合理的温度不能得以长期维持,必须增加散热,而使机筒冷却下来,以维持挤出过程中的热平衡。推荐挤出生产线机身冷却是分段进行的,主要以风机冷却为主,考虑到机身各段的功能不同,对均化段冷却的使用尤其注意。产品的冷却产品冷却是确保制品几何形状和内部结构的重要措施。塑料挤包层在离开机头后,应立即进行冷却,否则会在重力作用下发生变形。
燃气用埋地聚乙烯管材使用的标准是GB/T15558.1-95。挤出生产线燃气用埋地聚乙烯管件使用的标准是GB/T15558.2-95;喷灌用低密度聚乙烯管材使用的标准是GB6674-86;聚乙烯(PE)管材外径和壁厚极限偏差使用的标准是GB/T13018-91。济南挤出生产线聚乙烯(PE)管材纵向回缩率的测定使用的标准是GB/T6671.2-86;热塑性塑料管材和管件密度的测定使用的标准是GB/T7155.1-87;聚乙烯(PE)管材和管件 根据聚乙烯公称密度和熔体流动速率命名的方法 GB/T9642-88;聚乙烯(PE)管材和管件 熔体流动速率试验方法 GB/T9643-88。

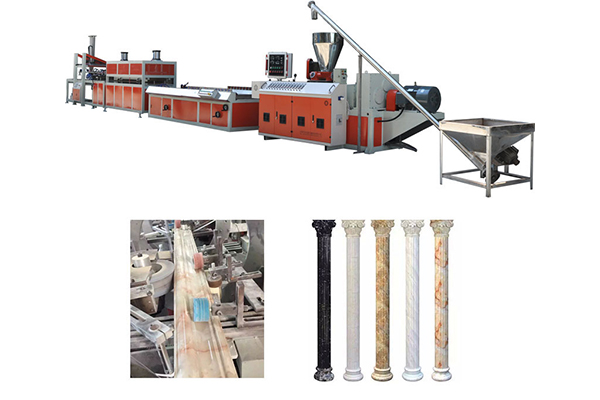
螺杆式塑料挤出机的作业机理是依靠螺杆旋转发生所的压力及剪切力,能使得物料能够充沛进行塑化以及均匀混合,经过口模成型;所以有时运用一台挤出机就能够一起完结混合,塑化以及成型等一系列技能,然后进行接连的出产。推荐挤出生产线此外柱塞式挤出机的作业机理主要是靠借助柱塞压力,先将事前塑化结束的物料从口模挤出而到达成型的作用。济南挤出生产线物料筒内的物料在挤出完今后柱塞会退回,比及添加新一轮塑化物料后再接着进行下一轮的操作,这种出产技能归于不接连出产,而且对物料不能进行充沛拌和以及混合,此外本出产还需进行预先塑化,因而在实践出产进行中一般不常选用本法,仅能适用于活动性相对较差或者是黏度非常大的塑料,就像硝酸纤维素塑料这种塑料制品的成型加工。
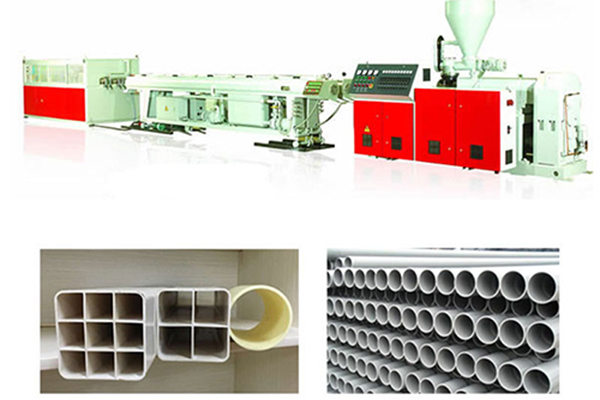
在塑料挤出成型设备中,塑料挤出机通常称之为主机,而与其配套的后续设备塑料挤出成型机则称为辅机。推荐挤出生产线塑料挤出机经过100多年的发展,已由原来的单螺杆衍生出双螺杆、多螺杆,甚至无螺杆等多种机型。济南挤出生产线塑料挤出机可以与管材、薄膜、捧材、单丝、扁丝、打包带、挤网、板材、异型材、造粒、电缆包覆等各种塑料成型辅机匹配,组成各种塑料挤出成型生产线,生产各种塑料制品。因此,塑料挤出成型机械无论现在或将来,都是塑料加工行业中得到广泛应用的机种之一。近几年以来,人们对螺杆进行了大量的理论和实验研究,至今已有近百种螺杆,常见的有分离型、剪切型、屏障型、分流型与波状型等。

一、塑性记忆,即当拉伸软化的片材时,既有紧缩反抗拉力的倾向,又有尽可能均匀拉伸的倾向。推荐挤出生产线这一特性可以使己经成型的制品如果重新加热到原来的成型温度,它会回复到原来平片形状。这特性对成型过程的拉伸有着重要影响。二、热拉伸,即片材在加热时均可以拉伸,这一特性对于产品的形状和质量有很大影响。济南挤出生产线有些可以拉伸15%~20%,而有些甚至可以拉伸至500%~600%。三、热强度,即加热软化的片材只要稍受压力,就会在模具上形成清晰的轮廓。反之,如果需要太大的压力才能成型,而真空吸塑成型所提供倾压力差有限,对某细微的花纹就很难显示出来。

不恰当的速度调治、操作者造成的变革和工厂环境的变革也能影响片材厚度的变革。推荐挤出生产线螺杆速度变革直接影响着机向厚度划一性。塑料挤出机能放大驱动体系中的任何速度不合错误。因此纵然是小小的速度变革也能造成紧张的机向尺寸变革。速度变革也影响着流体散布,从而也变革着横向的性能。济南挤出生产线应用当代具有译码器反馈的数字驱动将消除速度造成的厚度变革。操作者对工艺参数的调治会滋扰厚度的控制。而且,操作者偏向于以他们本身的要领来运行生产线。他们不应对此袖手寓目。



